Elektromos hegesztés
Elektronsugaras hegesztés
Az elektronsugaras hegesztés alapja: 100.000 km/s sebességre gyorsított elektronok ütközésekor (lefékezésekor) a mozgási energia hővé alakul. Ez a koncentrált hőbevitel adott helyen megolvasztja a munkadarabot. Az ilyen nagy sebesség eléréséhez az elektronokat 10-2...10-3 Pa nyomású légritkított térben 30...200 kV feszültséggel gyorsítják. A varrat mélysége néhány tized millimétertől több cm-ig terjedhet. Igen nagy, akár 30 kW/mm2 energiasűrűség jellemzi az eljárást. A munkadarabok előkészítésénél ügyelni kell a nagy tisztaságra és zsírtalanítás mellett a demagnetizálás is szükség lehet.
Elektronsugaras berendezés
A berendezés alapfelépítése: szükség van egy izzó katódra, egy anódra és a fókuszáló rendszerre. Az izzó wolframkatódról kilépő elektronok az anód felé vándorolnak a negatív töltésük miatt. A katód és anód közötti gyorsító feszültség feladata az elektronok gyorsítása. A gyorsított elektronok fókuszálását elektromágneses tér biztosítja, ez növeli meg a sugár energiasűrűségét. Az elektronsugaras hegesztés vákuumtérben játszódik le, ami a munkadarabok méretét korlátozza. A munkadarabot forgatóasztal mozgatja a berendezésben.
A berendezés alapfelépítése: szükség van egy izzó katódra, egy anódra és a fókuszáló rendszerre. Az izzó wolframkatódról kilépő elektronok az anód felé vándorolnak a negatív töltésük miatt. A katód és anód közötti gyorsító feszültség feladata az elektronok gyorsítása. A gyorsított elektronok fókuszálását elektromágneses tér biztosítja, ez növeli meg a sugár energiasűrűségét. Az elektronsugaras hegesztés vákuumtérben játszódik le, ami a munkadarabok méretét korlátozza. A munkadarabot forgatóasztal mozgatja a berendezésben.

Rozsdamentes acél
60 mm mély varrattal |
Elektronsugaras hegesztés előnyei
-A nagy energiakoncentráció hatására a hevített pont hőmérséklete elérheti az anyag forráspontját. Ezt használják ki zafír, rubin, gyémánt fúrásakor.
-Különböző anyagok hegeszthetősége.
-A keskeny hőhatásövezet miatt a munkadarab elhúzódása kis mértékű.
-A nagy energiasűrűség keskeny és mély varratok előállítását teszi lehetővé.
-Hozaganyag nélküli hegesztéskor csak az alapanyagokban lévő ötvözők keverednek, ez csökkenti az elektrokémiai potenciálkülönbségből adódó elektrokémiai korrózió kialakulásának lehetőségét.
-Különböző anyagok hegeszthetősége.
-A keskeny hőhatásövezet miatt a munkadarab elhúzódása kis mértékű.
-A nagy energiasűrűség keskeny és mély varratok előállítását teszi lehetővé.
-Hozaganyag nélküli hegesztéskor csak az alapanyagokban lévő ötvözők keverednek, ez csökkenti az elektrokémiai potenciálkülönbségből adódó elektrokémiai korrózió kialakulásának lehetőségét.
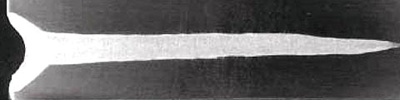
Varrat szélessége: 0,2 mm
|
Felhasználási terület:
-Fogaskerekek hegesztése tengelyekre.
-Különböző anyagminőségű alkatrészek összehegesztése (bizonyos megkötésekkel).
-Kemény, nem fémes anyagok vágása, fúrása.